For Industry
Industrial Thermal Energy Storage Unit
Novel Heat energy Storage Unit for more dense heat storage
About Industrial Heat Battery


Product Benefits
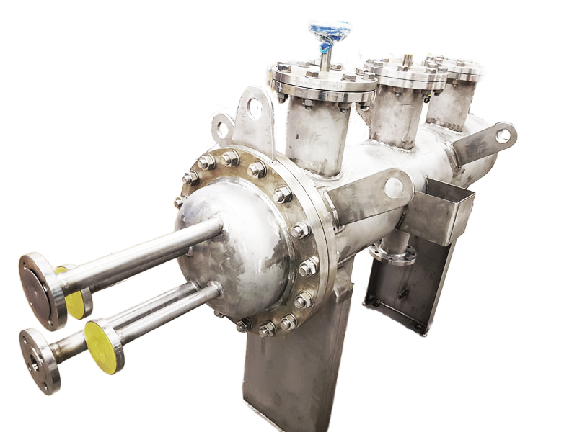
Technical specifications
| Storage capacity | 10 kWh |
| PCM RT82 | Melting point 82 °C |
| Max allowable temperature Tmax | +110 °C |
| Max allowable pressure PS | 10 bar |
| Test pressure Pt | 14.5 bar |
| Mass flow rate (water) Mwater | 0.125 kg/s |
| Mass flow rate (steam) Msteam | 0.1-2.2 kg/s |
| Dimensions (W x D x H) | 2335 x 715 x 1706 mm |
| Weight | 600 kg |